Come scegliere il gas ausiliario per la taglio laser
Dalla prevenzione delle sbavature sul vetroresistente alla garanzia di tagli puliti su acciaio al carbonio spesso, vi guideremo attraverso soluzioni per le comuni sfide di taglio. Scoprite come il gas ausiliario giusto può elevare i vostri progetti di taglio laser al livello successivo.

Enci
Jan 22, 2025Trending and helpful laser knowledge for your success.





La taglio laser è una tecnica versatile e ampiamente utilizzata in vari settori industriali. La scelta del gas ausiliario appropriato è un fattore critico per ottenere ottimali risultati di taglio laser. Che si lavori con acciaio al carbonio, acciaio inossidabile, alluminio o ottone, il gas giusto può influenzare significativamente la qualità del taglio, la velocità e l'efficienza complessiva. Questo blog esplora i tre gas ausiliari più comuni - aria, ossigeno e azoto - descrivendone i vantaggi, le migliori applicazioni e i suggerimenti per risolvere i problemi. Dalla prevenzione delle sbavature sull'acciaio inossidabile all'assicurazione di tagli fluidi sull'acciaio al carbonio spesso, vi guideremo attraverso le soluzioni ai problemi comuni di taglio. Scoprite come il gas ausiliario giusto può elevare i vostri progetti di taglio laser al livello successivo.

1. Aria
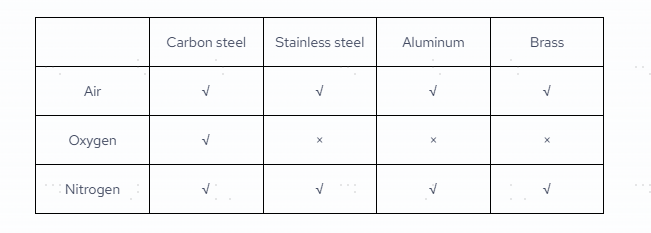
L'aria compressa è versatile e può essere utilizzata su vari materiali, rendendola una scelta flessibile per diversi progetti senza la necessità di cambiare gas. L'aria è facilmente disponibile e non richiede lo stoccaggio in serbatoi pressurizzati. Sebbene non sia altrettanto precisa come l'azoto, offre comunque una buona qualità di taglio per vari materiali, specialmente metalli sottili come acciaio inossidabile, acciaio al carbonio e alluminio.
2. Ossigeno
Per quanto riguarda la taglio dell'acciaio, l'ossigeno è il gas preferito per aiutare a portare a termine il lavoro. Il taglio laser con ossigeno crea una reazione esotermica, bruciando il materiale, mentre il calore e la luce generano energia aggiuntiva. A causa della natura del taglio laser, è necessario fornire una quantità appropriata di potenza per garantire che sia necessario più bruciare per generare un taglio sufficiente. Poiché l'ossigeno svolge il 60% del lavoro in supporto al laser, la velocità di taglio si riduce, specialmente quando viene utilizzato su pezzi di acciaio più sottili.
3. Azoto
L'azoto ad alta pressione è comunemente utilizzato per tagliare acciaio inossidabile e alluminio, indipendentemente dallo spessore. Il gas inerte è preferito per questi materiali perché taglia senza causare ossidazione, che porta alla ruggine. Come gas di protezione, l'azoto interrompe il processo di combustione, vaporizzando invece il materiale per un taglio pulito utilizzando elevate pressioni. È il gas ausiliario preferito per la maggior parte delle applicazioni nel mercato del taglio laser.
Scegliere il gas ausiliario appropriato per diversi materiali è solo il primo passo. Ci sono ancora fattori che devi considerare. Nella parte seguente, analizzeremo come selezionare il gas ausiliario in base allo spessore, al costo e alla qualità.
1. Spessore
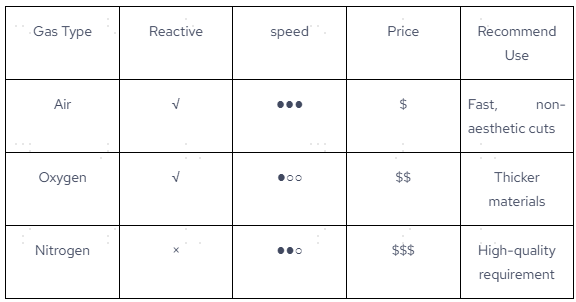
Quando si seleziona un gas ausiliario per la taglio laser, lo spessore del materiale è un fattore chiave. L'aria compressa è ideale per materiali sottili a medi (fino a ~6 mm), offrendo una soluzione conveniente ma con una qualità del bordo moderata, rendendola adatta per applicazioni non critiche. L'ossigeno è la scelta migliore per il taglio di acciaio al carbonio più spesso (6 mm e oltre) grazie alla sua reazione esotermica, che aumenta la velocità di taglio, anche se può produrre bordi ruvidi e ossidati. D'altra parte, l'azoto funziona bene sia per materiali sottili che spessi, in particolare per acciaio inossidabile e alluminio, fornendo bordi puliti e privi di ossidazione, anche se a un costo più elevato, specialmente per materiali più spessi. Ogni gas offre un vantaggio unico in base allo spessore del materiale, aiutando a bilanciare velocità di taglio, qualità e costo.

2. Qualità
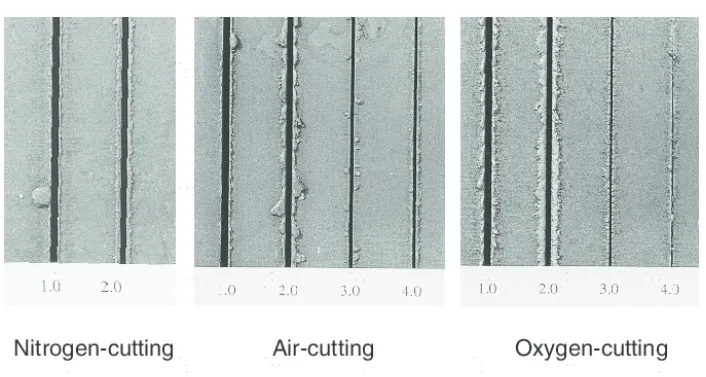
Durante la taglio assistito dall'ossigeno, la reazione chimica aumenta con l'aumento della pressione e del flusso del gas. Ciò porta a un aumento del calore nel pezzo da lavorare, che aumenta il fusione dei bordi e la formazione di ossidi sui bordi tagliati, oscurando la superficie del pezzo, il che rende necessaria la pulizia del pezzo. Sebbene il taglio con aria sia più veloce dell'ossigeno, il contenuto di ossigeno dell'aria compressa, che è circa il 20%, rende il taglio con aria altrettanto soggetto a oscurare parzialmente il pezzo. Le superfici tagliate con aria possono anche produrre sbavature, che potrebbero richiedere un'ulteriore lavorazione.
Pertanto, quando desideri garantire la qualità, l'azoto è la tua migliore scelta. L'azoto produce la migliore qualità di taglio a un prezzo economico nella maggior parte delle applicazioni di alluminio, acciaio dolce, acciaio zincato e acciaio automobilistico ultra alto. Quando si utilizza l'azoto come gas ausiliario per il taglio, crea un'atmosfera protettiva attorno al metallo fuso, prevenendo l'ossidazione del materiale ed evitando la formazione di film di ossido per un taglio senza ossidazione.
3. Costo
L'aria compressa offre un notevole vantaggio di costo nella taglio laser grazie alla sua disponibilità e basso prezzo rispetto a gas specializzati come ossigeno e azoto. Può essere generata in loco utilizzando compressori d'aria standard, eliminando la necessità di acquistare, immagazzinare e gestire bombole di gas, riducendo così i costi operativi complessivi. Le strutture che utilizzano aria compressa beneficiano anche di un investimento iniziale inferiore, poiché evitano i costi associati ai sistemi di gas specializzati. In sintesi, l'aria compressa è l'opzione più economica per il taglio laser, offrendo i costi operativi più bassi, specialmente per materiali di spessore medio o sottile, anche se con un compromesso sulla qualità dei bordi.
Domande frequenti e soluzioni
Q: Cosa posso fare quando taglio acciaio al carbonio spesso con ossigeno e la superficie tagliata presenta grandi scanalature?
A: Per migliorare la qualità superficiale
1. Aumentare il punto focale: per l'acciaio al carbonio con uno spessore superiore a 40 mm, aumentare la messa a fuoco di almeno +15 mm per ottenere tagli più uniformi.
2. Aumentare l'altezza della bocca: Regola l'altezza della bocca a circa 1,4 mm. Questo ridurrà le scanalature, ma è importante notare che potrebbe aumentare la conicità del taglio.
I valori regolati sopra sono solo a scopo di riferimento, i parametri specifici devono essere affinati in base alla situazione effettiva di elaborazione.
Q: Cosa devo fare se si forma la scoria sul fondo quando taglio acciaio al carbonio da 45 mm?
A: Puoi provare quanto segue:
1. Riduci la velocità di taglio: una velocità più lenta aiuta a ridurre la formazione di scorie.
2. Abbassa il punto focale e aumenta la pressione del gas: questa combinazione favorisce una reazione di ossidazione ottimale, riducendo scanalature e scorie.
Q: Come posso evitare le sbavature quando taglio acciaio inossidabile con azoto?
A: Per minimizzare i rottangi e ottenere un taglio liscio:
1. Abbassa il punto focale: questo aiuterà a prevenire i beccheggianti.
2. Aumentare il diametro della bocca: utilizzare una bocca più grande garantisce un taglio più pulito.
3. Ridurre il ciclo di lavoro: Regolare il ciclo di lavoro può anche migliorare la qualità del taglio.
Q: Cosa causa la formazione di superfici tagliate nere quando si taglia l'acciaio inossidabile con l'aria e come posso prevenirlo?
A: La superficie nera può derivare da velocità di taglio troppo lente, poiché la superficie tagliata reagisce con l'aria per troppo tempo. Per evitarlo:
Aumentare la velocità di taglio: velocità più elevate impediranno un'esposizione prolungata all'aria e ridurranno l'annerimento.
Q: Cosa devo fare se la schiuma volante aderisce alla superficie quando taglio acciaio al carbonio con azoto o aria?
A: Per minimizzare la spugna volante:
1. Alza il punto focale: aumentare il punto focale aiuterà.
2. Abbassa la pressione del gas: ridurre la pressione può anche prevenire l'aderenza della scoria.
Q: Come posso evitare la formazione di scorie indurite quando taglio acciaio al carbonio con azoto o aria?
A: Per ridurre la scoria indurita:
Abbassa il punto focale: questo aiuterà a ridurre la formazione di scorie.
2. Aumentare la velocità di taglio: velocità più elevate possono prevenire l'accumulo di scorie.
3. Utilizzare una bocca più piccola: questo aiuta a ottenere tagli più fini con meno scorie.
Se hai altre domande sulla selezione del gas ausiliario o sulla taglio laser, lascia le tue informazioni quicollegarsi con la nostra squadra di esperti per ottenere una soluzione personalizzata.