Consejos para cortar acero al carbono con máquinas de corte por láser de fibra
Descubra consejos expertos para optimizar el corte de acero al carbono con máquinas láser de fibra. Aprenda técnicas avanzadas para mejorar la perforación, reducir la escoria y lograr cortes de alta precisión.

Cici
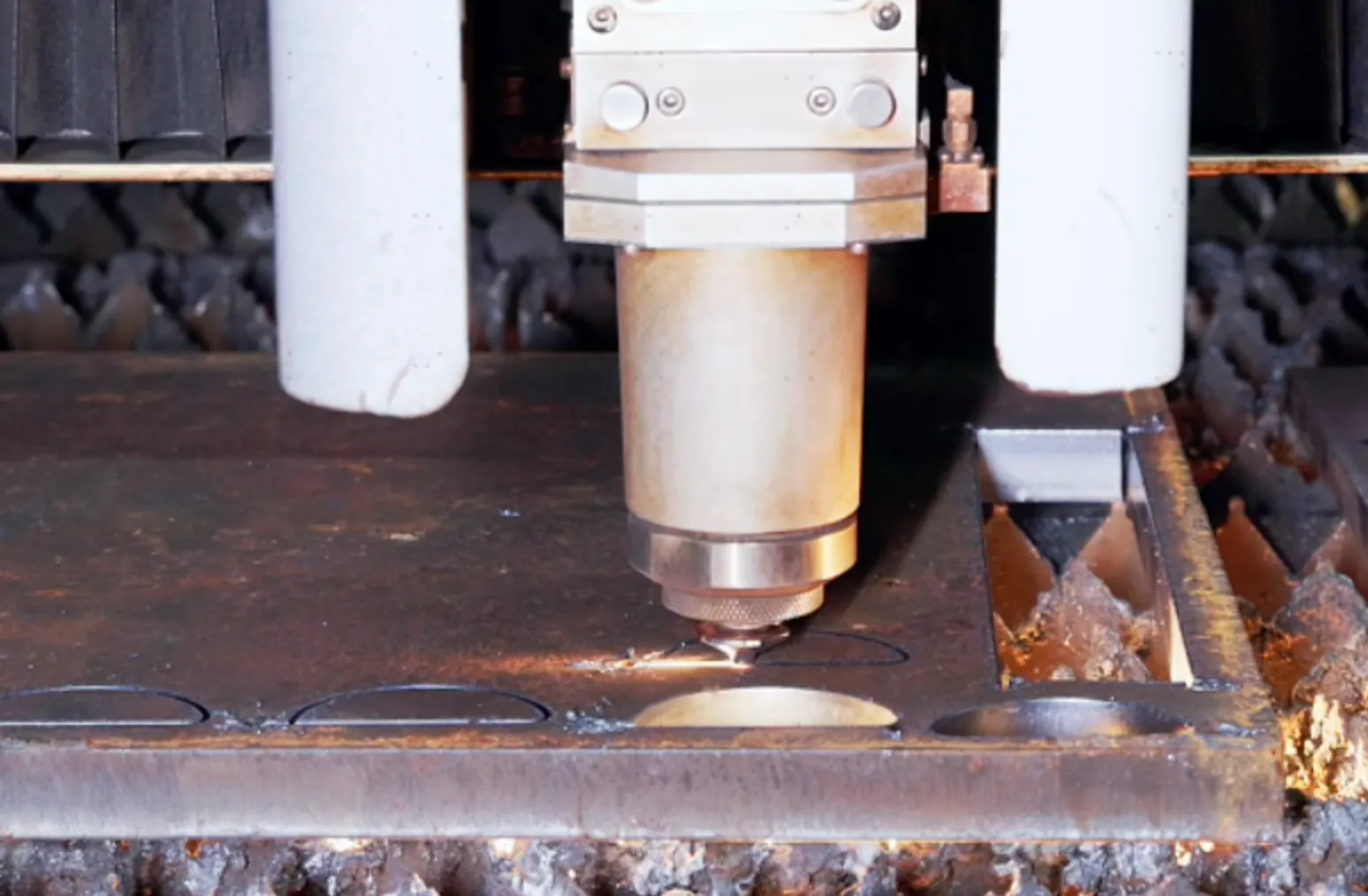
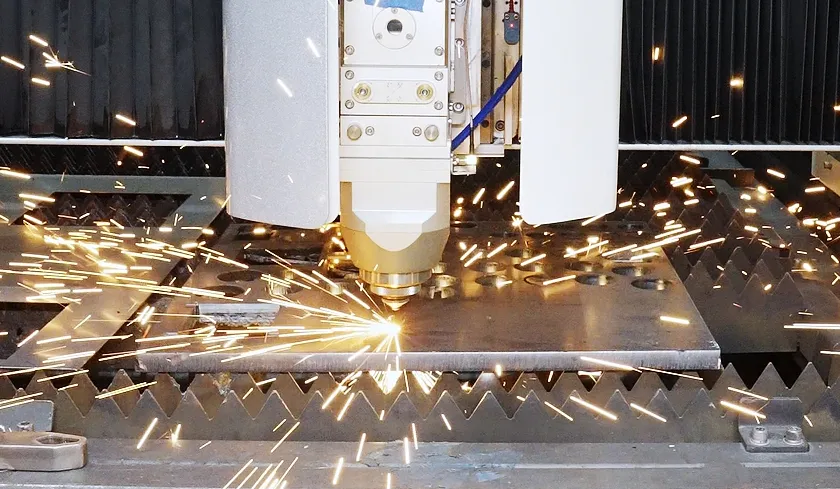
Feb 12, 2025Utilice láser de fibra para cortar acero al carbono.





When cutting carbon steel with a fiber laser, precision in perforation is essential for ensuring smooth and efficient cutting. Below are some expert suggestions for optimizing perforation and overall cutting performance.
Consejos para optimizar la perforación:
Aumentar la potencia máxima: Utilice entre el 70 % y el 100 % de la potencia máxima para mejorar la eficiencia de la perforación. Esto ayuda a perforar rápidamente la superficie del acero al carbono.
Asegurar la centración del láser: Una alineación adecuada del láser es crucial. Ajuste el enfoque de perforación a aproximadamente -6 para obtener mejores resultados.
Configuración de la presión del aire: Mantenga una presión de oxígeno constante tanto en la perforación como en el corte, típicamente alrededor de 1 bar para acero al carbono.
Perforación multinivel: Entre las etapas de perforación, detenga el haz y utilice una ráfaga de aire. Esta técnica ayuda a evitar la explosión del orificio.
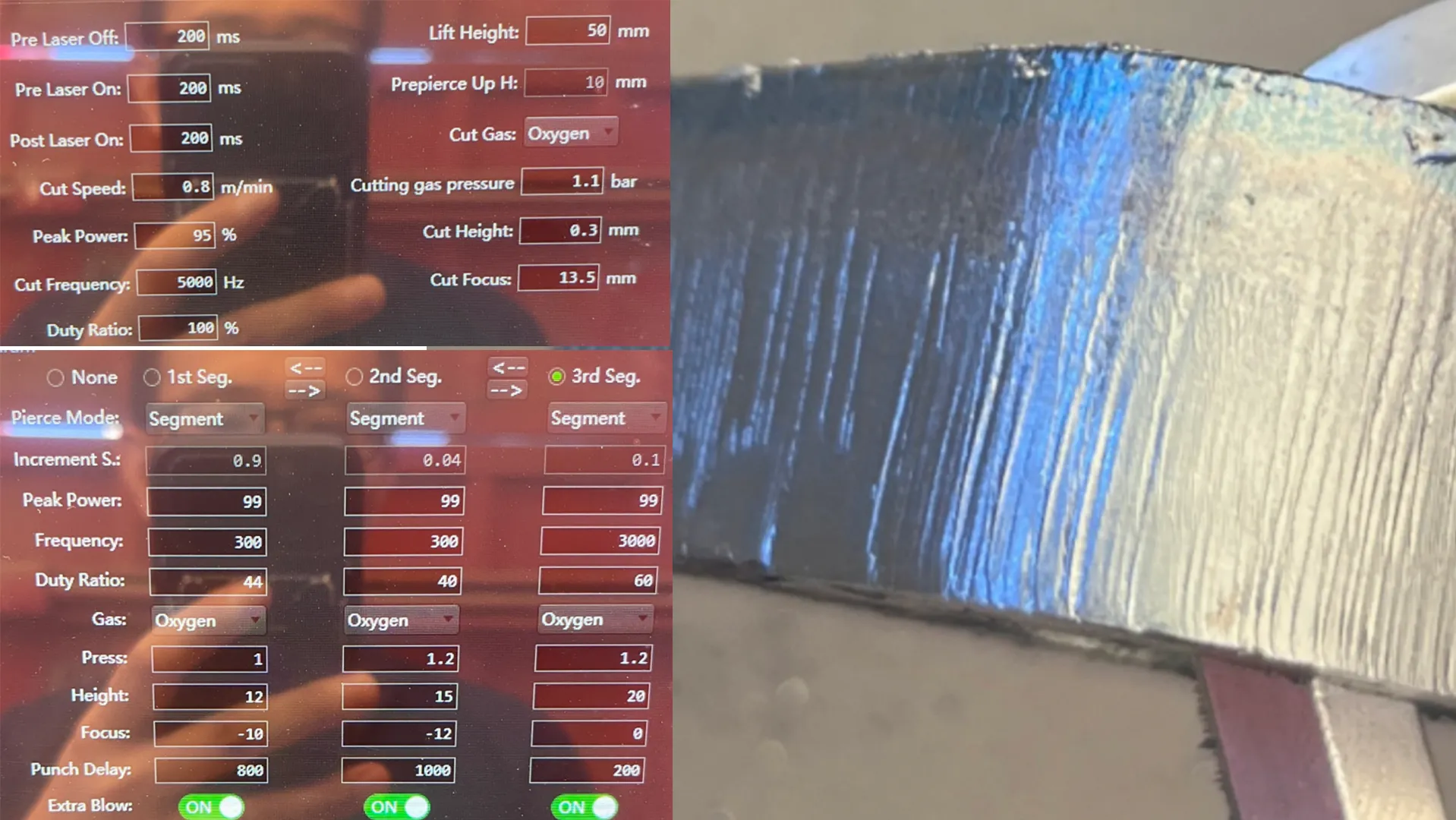
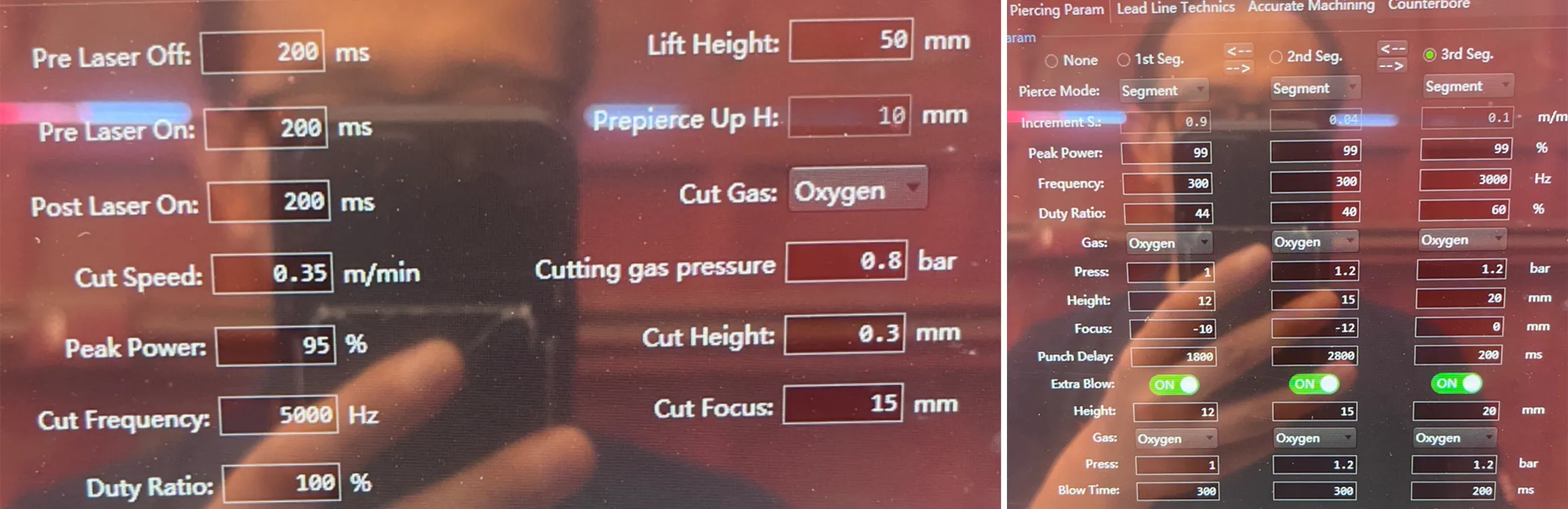
Ajustar la frecuencia de perforación: En la tercera etapa de perforación (posición alta), iguale la frecuencia y el tiempo de permanencia para una eliminación de escoria suave y una mayor estabilidad de corte. Use frecuencias entre 500 y 800 Hz, con un tiempo de permanencia de aproximadamente 100 ms. El enfoque debe estar entre 0 y +2.
Gestión del ciclo de trabajo: Aumente gradualmente el ciclo de trabajo del 35 % al 75 %, pasando del nivel 3 al nivel 1 para garantizar una transición fluida entre las etapas de perforación.
Ajustes de altura de corte: Ajuste la altura de corte para cada nivel de perforación: 20 mm para el nivel 3, 15 mm para el nivel 2 y 10 mm para el nivel 1.
Configuración de frecuencia: Use frecuencias de 100 a 300 Hz para la perforación de los niveles 1 y 2, a fin de mantener un rendimiento de corte constante.
Ajustes de enfoque por nivel: Establezca el enfoque entre -6 y -2 para los niveles 1 y 2, y entre 0 y +2 para el nivel 3. Un enfoque positivo en el nivel 3, combinado con alta potencia y frecuencia, crea una pequeña ranura que facilita el corte posterior al adelgazar la placa y ayudar en la eliminación de escoria.
Técnica de perforación por pulsos: La mayoría de los métodos de perforación para acero al carbono utilizan láseres pulsados. Una alta potencia pico en cada pulso funde una pequeña cantidad de material, ayudado por oxígeno, lo que permite un corte estable con mínima formación de escoria.
Los resultados específicos del ajuste se determinarán según las condiciones en el sitio; el contenido de este artículo es solo para referencia.
Para acero al carbono delgado, la perforación con aire utilizando baja potencia, bajo ciclo de trabajo y alta frecuencia puede minimizar la formación de escoria y crear un punto de inicio más limpio para el corte.
Ajuste fino del proceso de corte de acero al carbono
Una vez dominados los fundamentos de la perforación, puede comenzar a afinar el proceso de corte para mejorar tanto la precisión como la eficiencia. A continuación, se presentan algunas técnicas avanzadas de depuración que ayudan a garantizar resultados óptimos.
Consejos de depuración para mejorar el rendimiento de corte
Maximizar el método de bisección:
· El método de bisección es ideal para encontrar el punto de enfoque óptimo. Comience seleccionando el punto medio del rango de enfoque y luego reduzca gradualmente el intervalo a la mitad con cada ajuste. Este método permite una afinación precisa del enfoque, la presión y la velocidad.
Corte de superficie brillante:
· Para el corte de superficie brillante, utilice un enfoque más amplio y una boquilla más pequeña. Esta combinación aumenta el diámetro del punto, lo cual es ideal para cortar acero al carbono grueso, y mejora el flujo del acero fundido al reducir la pendiente de la ranura de corte.
Elección de la boquilla adecuada: boquillas simples vs. dobles
Para principiantes:
· Las boquillas simples son generalmente adecuadas para el corte con aire o nitrógeno, mientras que las boquillas dobles son más recomendables para el corte con oxígeno.
Durante el ajuste con alta potencia:
· Rompa con los supuestos tradicionales. En algunos casos, utilizar una boquilla simple para el corte con oxígeno en escenarios de alta potencia puede ofrecer una mayor estabilidad y un mejor acabado superficial que una boquilla doble.
Gestión del sobrecalentamiento de la boquilla:
· Al cortar acero al carbono grueso con láseres de alta potencia, el sobrecalentamiento puede afectar la capacitancia del anillo cerámico y desestabilizar el cabezal de corte. Pruebe la temperatura de la boquilla a plena potencia y utilice métodos de enfriamiento adicionales, como sistemas de enfriamiento por aire o agua, para evitar el sobrecalentamiento.

Resolución de problemas comunes en el corte de acero al carbono
Al cortar acero al carbono grueso con oxígeno, nitrógeno o aire, pueden presentarse problemas como formación de escoria, salpicaduras o patrones en la superficie de corte. A continuación se detallan algunos problemas comunes y sus soluciones.
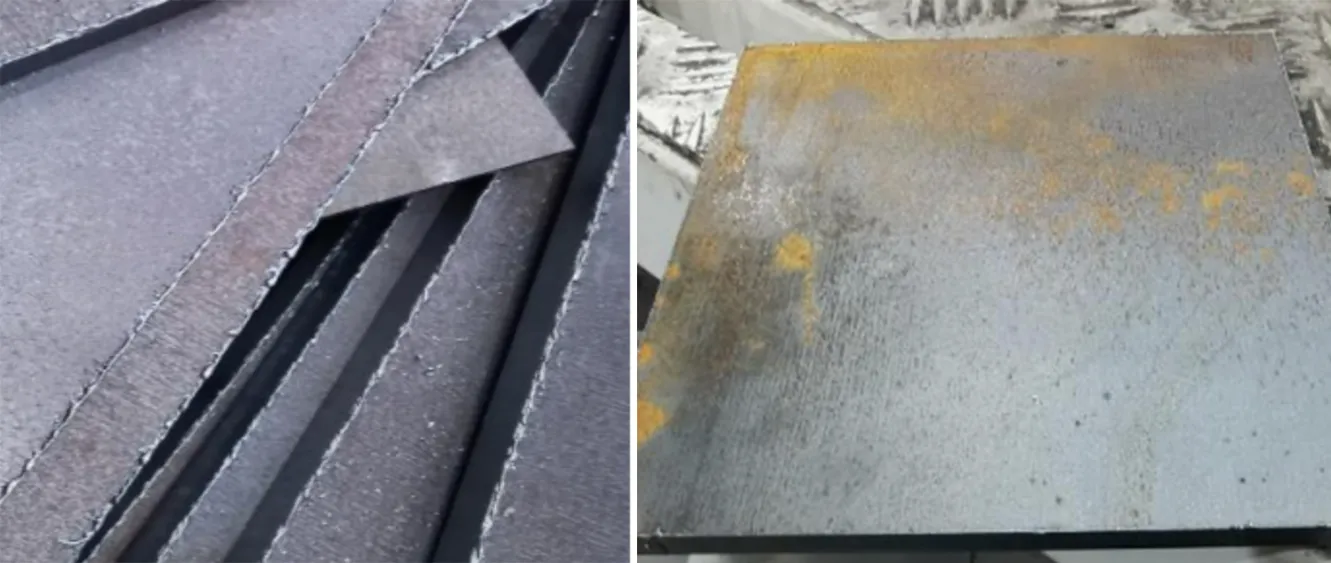
Problema 1: Patrones seccionales grandes en acero al carbono grueso (más de 40 mm) con oxígeno
Aumentar el enfoque de corte
Para acero al carbono de más de 40 mm de grosor, eleve el enfoque de corte a +15 o más. Un enfoque más alto mejora la calidad del corte y reduce el tamaño de los patrones en la superficie.
Aumentar la altura de la boquilla
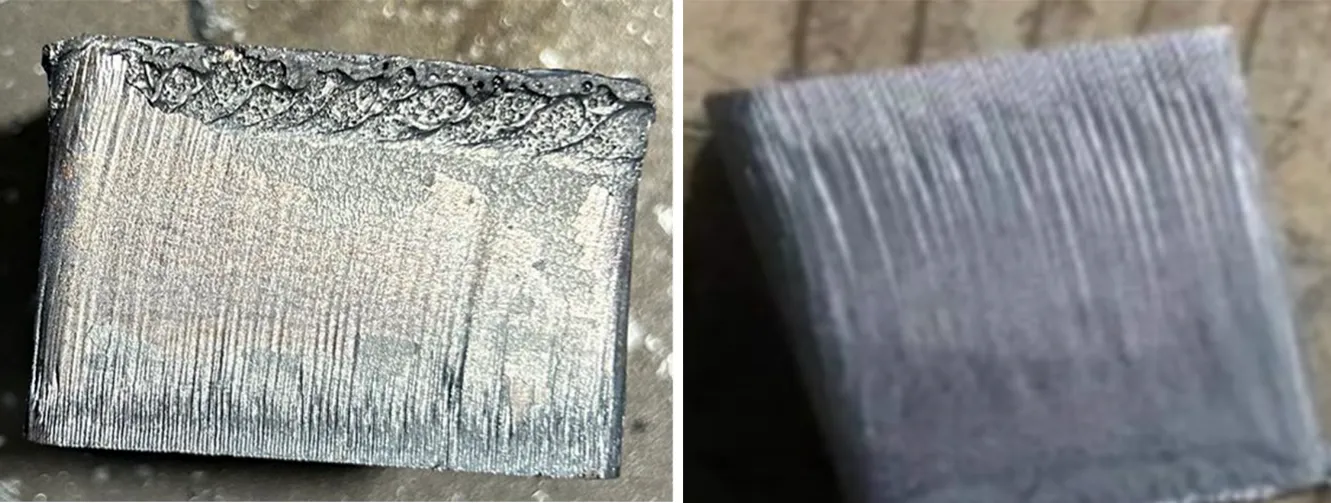
Eleve la altura de la boquilla a aproximadamente 1,4 mm. En comparación con una altura de 0,3 mm, esto reduce el tamaño de los patrones en la superficie de corte, aunque puede aumentar la conicidad del corte.
Dato clave: Cuanto mayor sea el enfoque, más suave será el corte. Aumentar la altura de la boquilla simula un incremento en el enfoque, lo cual mejora la calidad de la superficie.

Altura de la boquilla: 0,3 mm vs. 1,4 mm
Problema 2: Escoria colgante en la parte inferior (acero al carbono de 45 mm)
Reducir aún más la velocidad de corte
Disminuir la velocidad de corte permite que el láser penetre con mayor eficacia, lo que reduce la cantidad de escoria generada.
Bajar el enfoque de corte y aumentar la presión del aire
Reducir el enfoque y aumentar la presión del aire mejora el rendimiento del corte, especialmente en la parte inferior del material.
Problema 3: Salpicaduras en la superficie con nitrógeno o aire
Elevar el enfoque
Aumentar el enfoque ayuda a reducir las salpicaduras en la superficie durante el corte.
Reducir la presión del aire
Disminuir la presión del aire también puede minimizar la cantidad de salpicaduras que se adhieren a la superficie.

Problema 4: Formación de escoria dura con nitrógeno o aire
Bajar el enfoque
Reducir el enfoque ayuda a disminuir la formación de escoria dura.
Aumentar la velocidad de corte
Velocidades de corte más rápidas evitan el sobrecalentamiento del material, lo que reduce la formación de escoria.
Utilizar un diámetro de boquilla más pequeño
Una boquilla más pequeña concentra el flujo de gas y mejora la precisión del corte, lo que contribuye a reducir la acumulación de escoria.
Más preguntas y respuestas sobre corte: Eficiencia ante todo — 10 defectos comunes de calidad en el corte láser de metales y cómo evitarlos.
Parámetros de corte recomendados para acero al carbono con láseres de 6 kW
Finalmente, comprender los parámetros recomendados para escenarios de corte específicos puede ayudar a garantizar mejores resultados. Ya sea que esté cortando acero al carbono con láseres de 6 kW o ajustando la disipación de calor de la boquilla, estas configuraciones pueden guiarlo para lograr cortes óptimos.
Los resultados específicos de la puesta en marcha se determinarán según las condiciones en el sitio; el contenido de este artículo es solo de referencia.
Placa de acero al carbono de 20 mm (corte con oxígeno): Comience con boquillas de tamaño 1.6/1.5/1.4, ajustando según el tamaño de la placa.
Placa de acero al carbono de 25 mm (corte con oxígeno): Utilice boquillas de tamaño 1.6/1.8/2.0. Active el gas de enfriamiento antes de iniciar el corte y utilice un tubo de vórtice para mantener la temperatura de la boquilla.
Recuerde: cuanto mayor sea el enfoque, mejor será el efecto de corte, pero esto también incrementa el calentamiento de la boquilla. Supervise y controle siempre la temperatura de la boquilla para obtener los mejores resultados de corte.
Conclusión
La perforación y el corte de acero al carbono con máquinas láser de fibra requieren un equilibrio preciso entre potencia, precisión y parámetros. Al aplicar estas técnicas avanzadas, los profesionales pueden mejorar la eficiencia del corte, reducir defectos y optimizar la calidad general del proceso. Como siempre, los ajustes continuos del enfoque, el tamaño de la boquilla y la velocidad de corte son clave para dominar el corte de acero al carbono.
¿Listo para optimizar su corte de acero al carbono?
Mejore la precisión y eficiencia de su corte con la última tecnología en láseres de fibra. Ya sea que desee ajustar su proceso actual o explorar soluciones avanzadas de corte láser, nuestro equipo está listo para ayudarle a obtener los mejores resultados. Contáctenos hoy mismo para conocer más sobre nuestras innovadoras máquinas láser de fibra, o solicite una consulta personalizada para descubrir cómo podemos ayudarle a mejorar su rendimiento de corte.